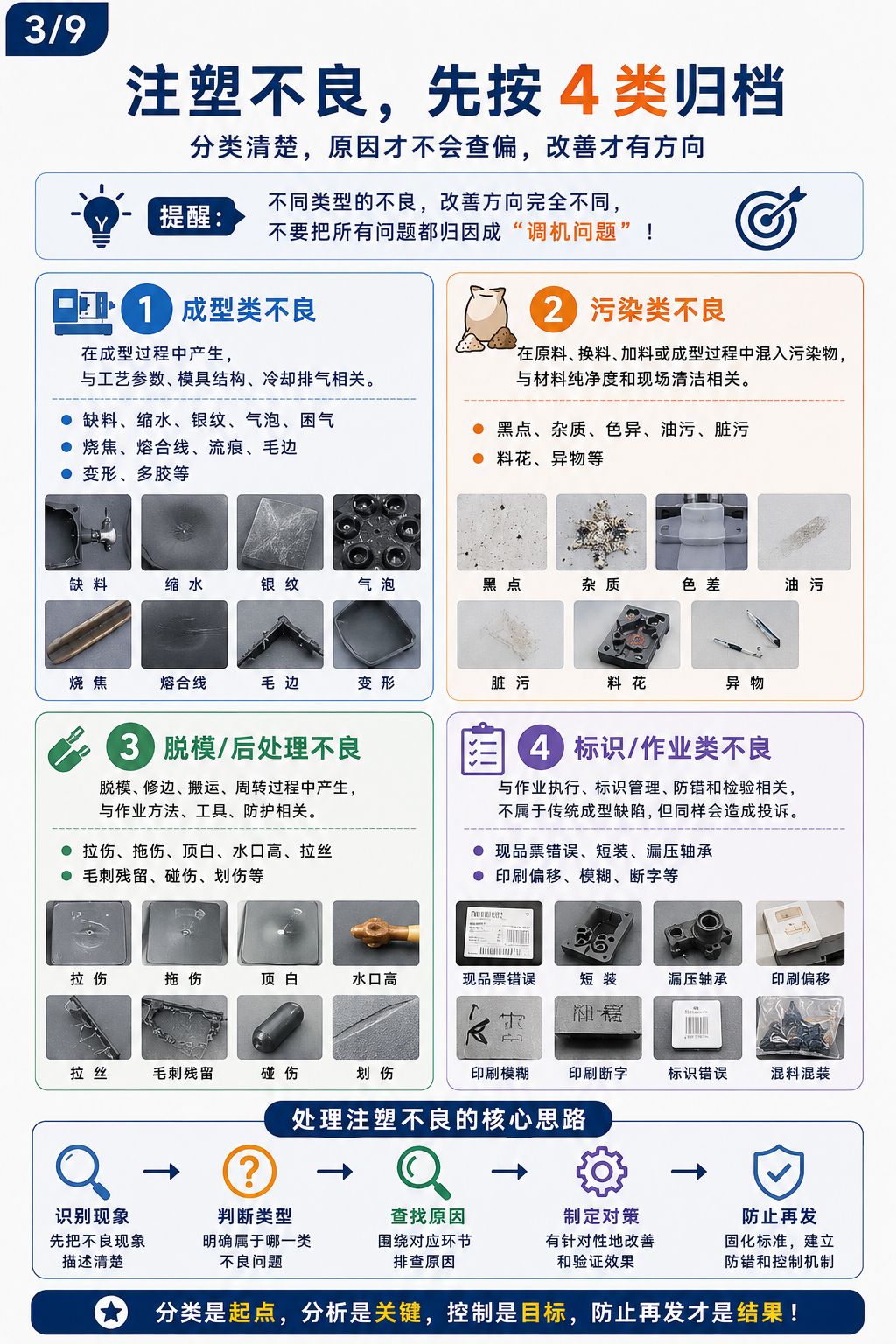
In injection molding production, black specks, impurities, and color differences are classified as “contamination defects.” Unlike molding defects such as short shots or shrinkage, their root cause does not lie in process parameters, but in raw material cleanliness and on-site management.
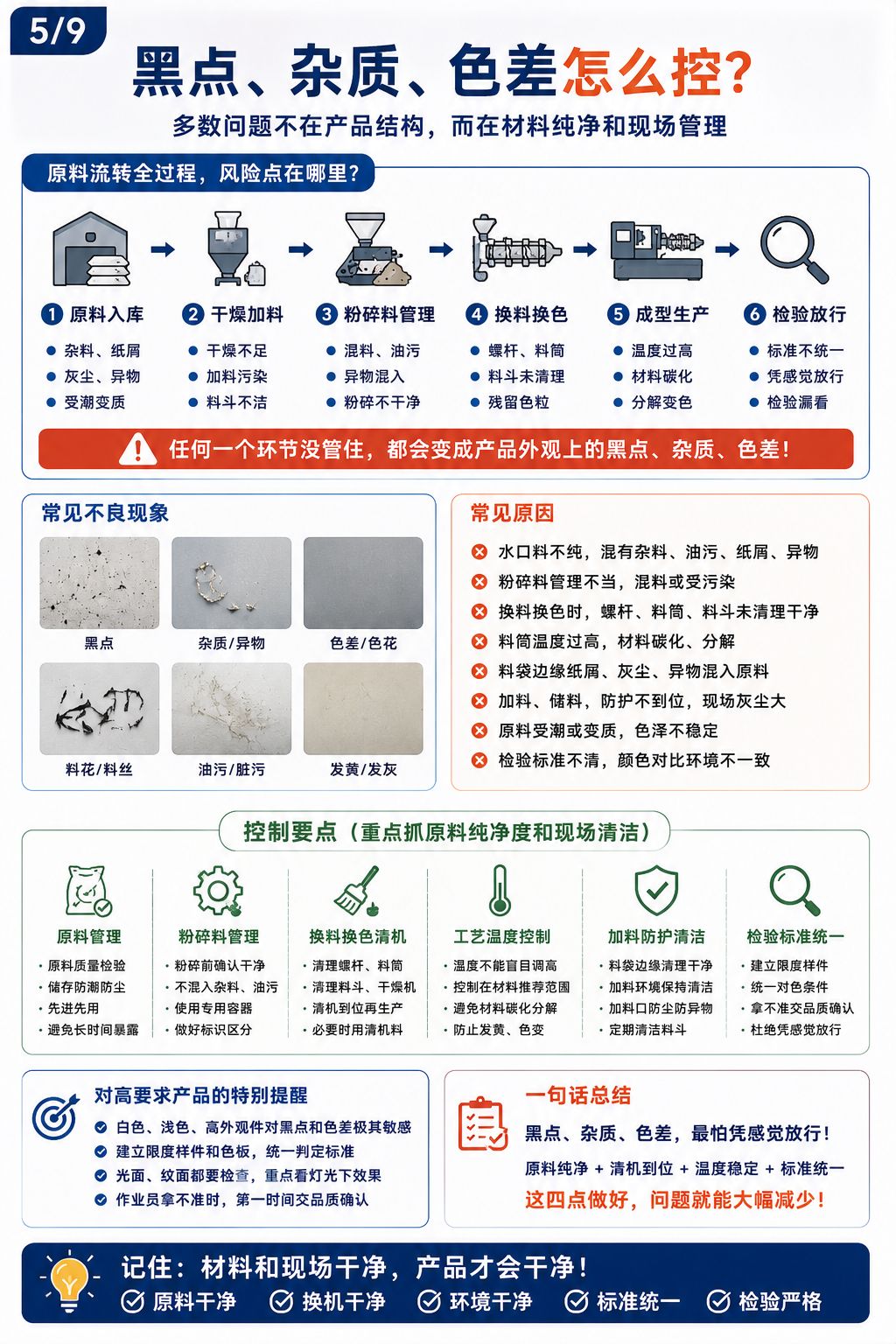
If the materials and production environment are not clean, the products will never be clean.
A large proportion of black speck issues occur during the first few shots — or even the first dozens of shots — after material or color changes. The causes are usually the same:
Carbonized residue from the previous material trapped around the screw root or dead corners
Dust from the previous batch remaining inside the hopper or dryer walls
Production resumed before cleaning standards were fully met during color change
A proper machine cleaning procedure should include:
① Purging with dedicated cleaning material until the discharged material shows uniform color and no impurities
② Inspecting the hopper and dryer interior walls and removing residual dust
③ Producing a first-piece sample and comparing it with the defect limit sample instead of relying on visual judgment alone

Falcon S-530 Eco Cleaner quickly dissolves grease and dust, evaporates cleanly without residue, is non-corrosive to metal surfaces, and complies with REACH and RoHS environmental regulations.


For carbon buildup or resin residue inside mold cavities, Falcon S-520/S-520A Mold Scale Remover can be used. Simply spray directly onto the residue, let it soak for a few minutes, and wipe with a soft cloth. No mold disassembly or polishing is required, helping reduce maintenance time.


When it comes to black specks and color differences, the biggest problem is not failing to identify the cause, but repeatedly “strengthening inspections” without truly eliminating the contamination source. Before changing materials, make sure the cleaning process is done thoroughly.